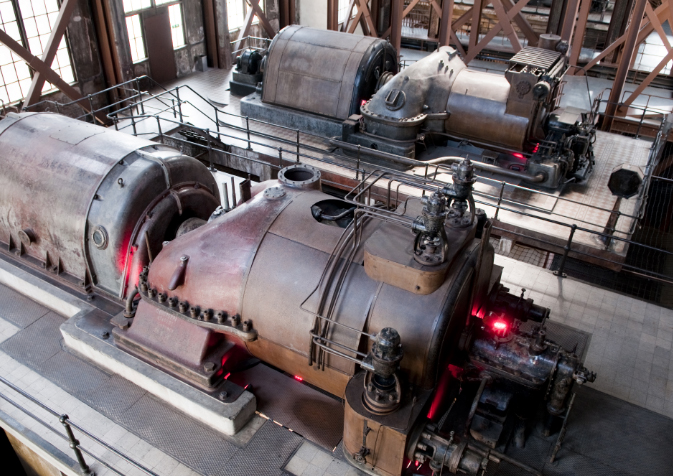
Power generation plants vary greatly across the industry, from those fueled by coal or natural gas to those powered by nuclear, hydroelectric or geothermal energy. But though they operate differently, they still share a common goal: to meet the growing demand for energy in a responsible, efficient way. John Crane’s depth and breadth of applied engineering expertise, product innovation and reliability services help plants of all types increase uptime, reduce emissions and improve efficiency to achieve all of their goals.
We deliver proven mechanical seal technologies and services that improve power plant manufacturing performance through:
- Increased operational reliability
- Improved equipment uptime
- Fewer maintenance interventions
- Reduced seal water usage and energy consumption
- Cost-effective environmental compliance
为你推荐
Tested Designs, Proven Solutions
For 100 years, John Crane has supported the power generation industry with reliability-tested solutions. Because John Crane mechanical seals operate in mission-critical power generation applications, our seal designs have been carefully tested under simulated in-plant conditions to ensure dependability in demanding situations. Our test centers can also perform chemical analyses and material compatibility evaluations specific to power generation applications.
All John Crane products are manufactured and certified in accordance with the most recent environmental, regulatory and technical standards around the world:
|
|
And our commitment to reliability doesn’t stop at quality components. With 200+ global rapid-response centers, we have one of the most reliable support and repair services in the world.

Power Generation Products
Many John Crane products specifically address the needs of the power generation industry by improving the productivity and performance of mission-critical operations.
Power Generation Industry Services
In addition to our highly engineered products, John Crane also provides a wide range of services designed to optimize overall operations. After assessing existing applications and components, we’ve successfully improved centrifugal compressor efficiency by upgrading mechanical seals to dry gas seals, retrofitting aluminum labyrinths with thermoplastic seals and upgrading bearing designs. Here are some other ways we can help:
Maintenance and Repair Services
John Crane’s Maintenance and Repair Services assists with critical systems checks and plant equipment maintenance as well as repair, removal and reinstallation services.
Learn moreMechanical Seals Reliability Programs
John Crane’s Mechanical Seals Reliability Programs assess equipment reliability and performance, analyze root cause failures and recommend strategies for improvement.
Learn moreAsset Management Solutions
John Crane’s Asset Management software offers customers a holistic view of their current systems to help spot unleveraged opportunities.
Learn moreProduct Training
John Crane provides a wide range of training courses that cover the correct procedures for installing, operating and maintaining equipment components.
Learn morePower Generation 产品
Showing 1–24 of 24 products
Type 48LP
Low-emission, Low-pressure O-ring Shaft Seal for Light Hydrocarbon Services
Type 48 seals evolved from the successful, proven John Crane Type 8B1 design, the preferred choice for safe, reliable, unpressurized...
Type 5610/5610Q/5610L
Universal Cartridge Seal Family — Single Cartridge O-Ring Seal
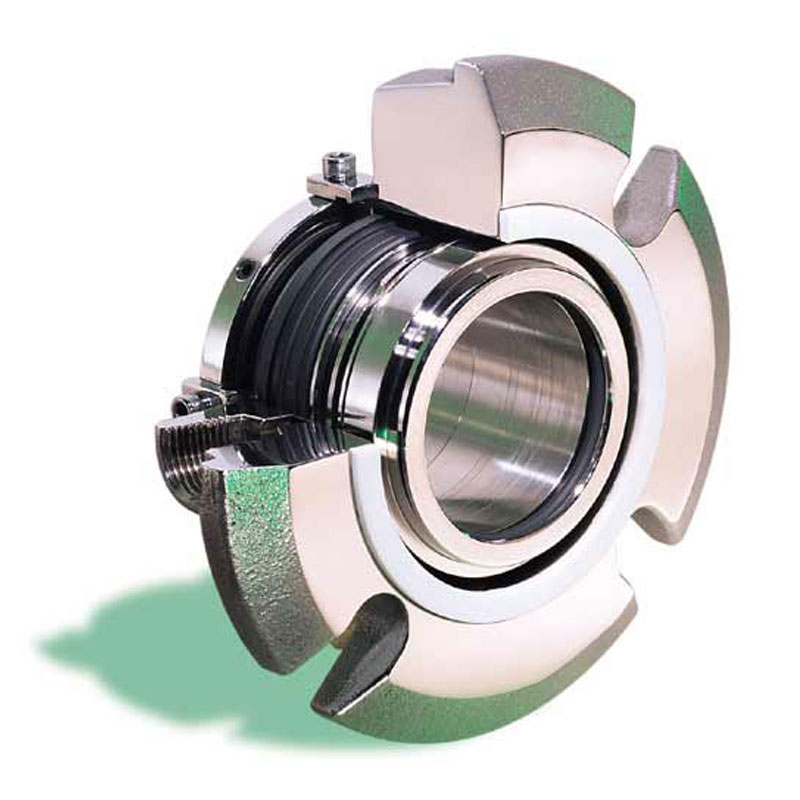
The first truly universal cartridge seal, the Type 5610 will change your approach to sealing. Since the 5600 Series components...
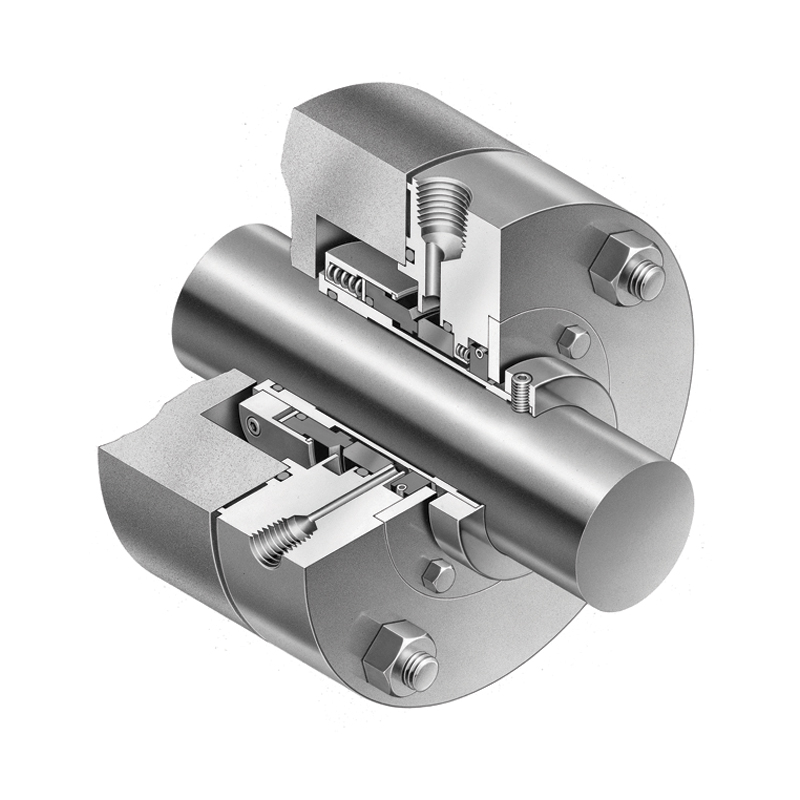
Type 1
Full Convolution Industrial-duty Elastomer Bellows Shaft Seal

With its proven track record of exceptional performance, the Type 1 elastomer bellows seal is widely recognized as the industry's...
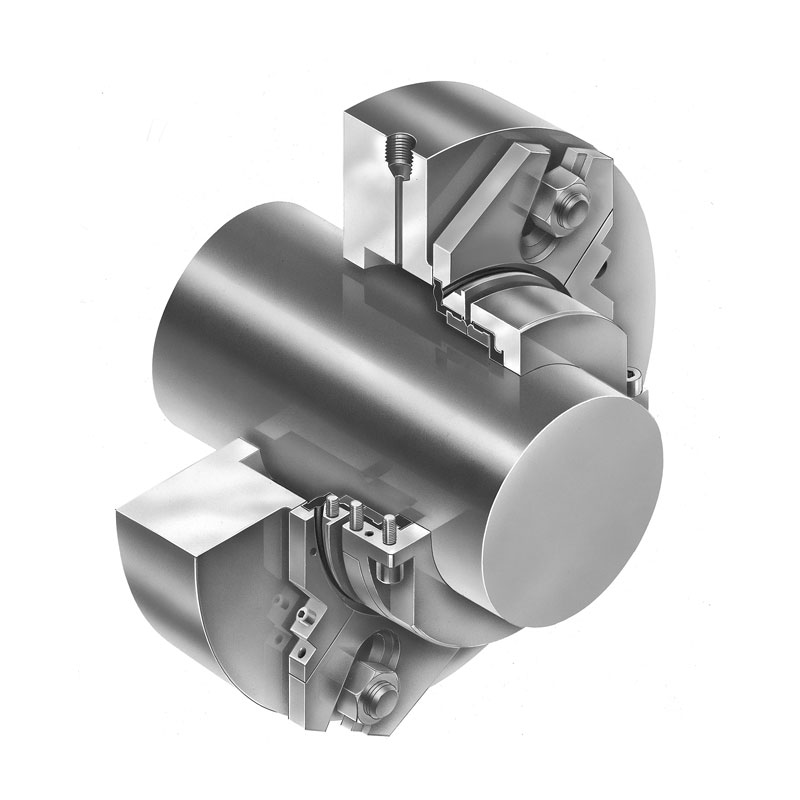
Type 3740
Advanced Design, Wet-running Cartridge O-ring Split Seal

The Type 3740 mechanical seal is a family of split seals using the latest modular split seal technology from John Crane that...
Type 37FS
Heavy-duty Split Elastomer Bellows Seal for Agitators, Mixers and Pumps
The Type 37FS fully split mechanical seal helps significantly reduce maintenance on larger, difficult-to-seal equipment. It is recommended for use on...
Type 5860
Heavy-duty Cartridge Slurry Seal

Available as a single or double seal, the Type 5860 is designed to operate in the harshest abrasive slurry environments....
Type 5870
Flushless Cartridge Seal

The Type 5870 is a single, balanced, O-ring pusher cartridge seal. It is designed to operate unsupported in all...
Type 5840
Cost-effective Cartridge Slurry Seal

Our Type 5840 single-cartridge seal encompasses many of the advantages associated with heavy-duty seal design, encased in a cost-effective...
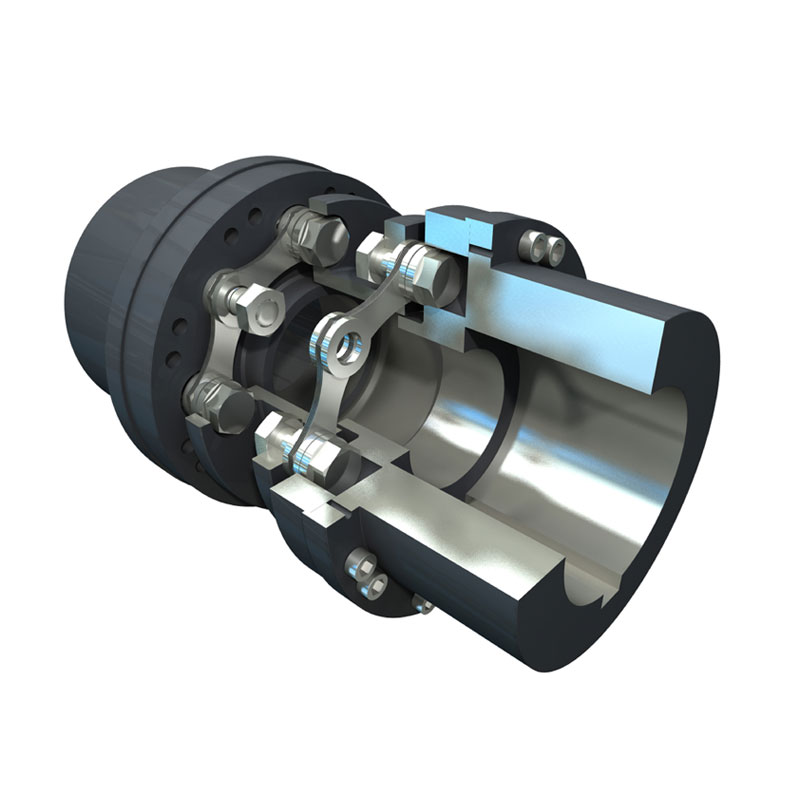
H-C
High-performance, Reduced-moment and Low-windage Design (API 671 and ISO 10441)
H-C couplings offer the lowest possible overhung moments and additional shrouding of the flexible elements and bolts. This arrangement...
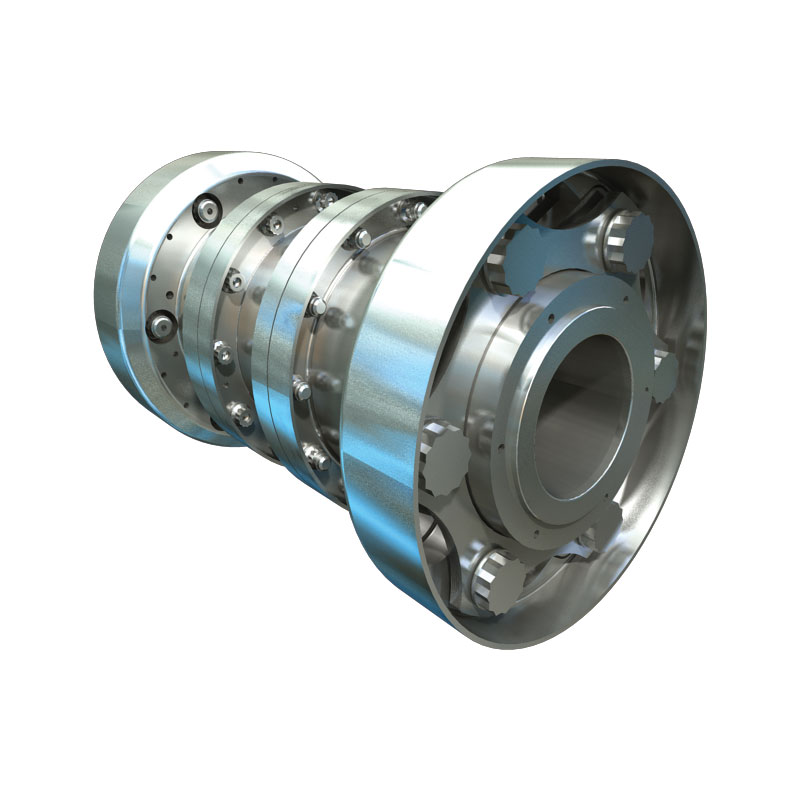
TDK/TSK/TLK
T Series Stainless Steel Discs in Pre-assembled Cartridge for Medium to High Torque Applications (Metric)
John Crane’s Metastream TDK/TSK/TLK Series are metallic membrane (disc) couplings, incorporating industry...
1332/1335
General-service Braided Synthetic Packings
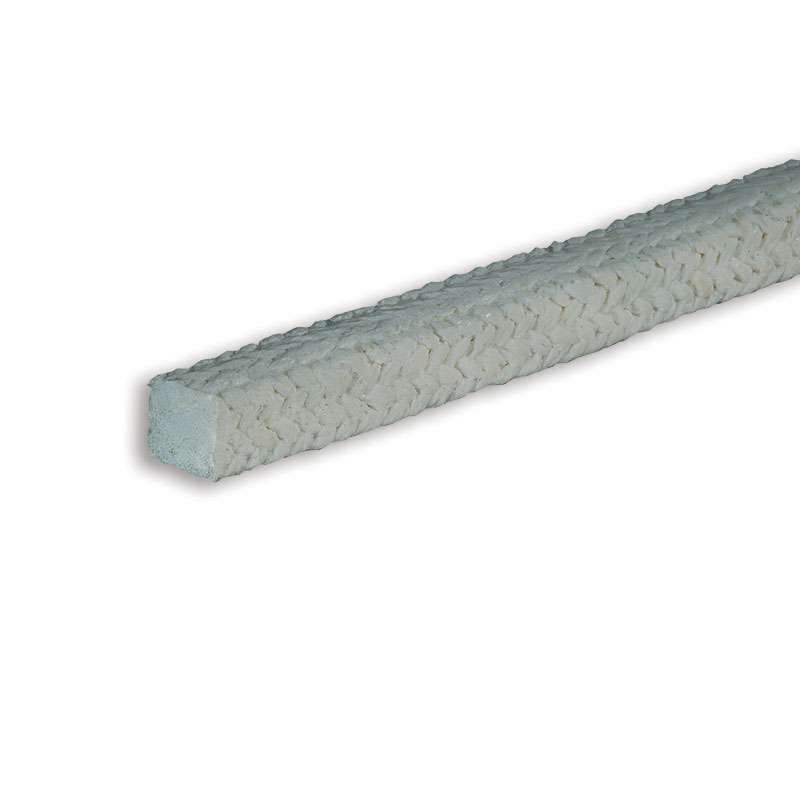
John Crane styles 1332 and 1335 are cost-effective general-service packings constructed of the highest-quality synthetic fibers and lubricants....
894/1340
General-service Braided Graphite Packings

John Crane styles 894 and 1340 are cost-effective graphite general-service packing constructed of the highest-quality synthetic fibers and...
WCH
Water-cooled Heat Exchangers

Water-cooled heat exchangers may be applied where water is readily available. Heat exchangers may be packaged together with seal support...
WCV
Water-cooled Heat Exchangers

Water-cooled heat exchangers may be applied where water is readily available. Heat exchangers may be packaged together with seal support...
K2S
Water-cooled Heat Exchangers

Water-cooled heat exchangers may be applied where water is readily available. Heat exchangers may be packaged together with seal support...
GR1/1C
Reservoirs for Chemical, Pharmaceutical and General Industries

Stainless steel pressure vessels (with or without internal cooling coil) designed for general industry applications. These reservoirs provide buffer/barrier fluid...
GR2/2C
Reservoirs for Chemical, Pharmaceutical and General Industries

Stainless steel pressure vessels (with or without internal cooling coil) designed for general industry applications. These reservoirs provide buffer/barrier fluid...
GR3/3C
Reservoirs for Chemical, Petrochemical, Pharmaceutical and General Industries

Stainless steel pressure vessels (with or without internal cooling coil) designed for general industry applications. These reservoirs provide buffer/barrier fluid...
GP-S/GP-D
Gas Panels for Chemical, Pharmaceutical and General Industries
Non-API gas control panel to filter, regulate and monitor gas supply to gas-lubricated pump seals....
Cyclone Separators

Cyclone separators are a device for removing particles from a seal flush line to protect the seal from the abrasive wear or clogging...
Safeunit™ Ultima
Seal Water Control and Monitoring System

Safeunit Ultima is specially designed to control seal water flow and pressure in extreme conditions. This makes it ideal for...
Safeclean
Seal Water Filter System

Plant seal water filtration system, maintaining clean water supply to improve the reliability mechanical seals and gland packing and also...
机械密封
Type SB2/Type SB2A
Heavy-duty Dual-cartridge Seals

The Safeseal Type SB2A is a dual-cartridge seal. Its double-balanced design ensures the reliability and longevity of the seal...